
What Is a Puzzle Die Cutting Machine in Industrial Puzzle Manufacturing?
A puzzle die cutting machine is a dedicated industrial press used to cut printed and laminated puzzle sheets into precisely interlocking jigsaw pieces at production scale. In a professional puzzle manufacturing environment, this machine is not a standalone device, but a critical downstream unit integrated into the full puzzle production line.
After offset or digital printing, puzzle sheets are laminated onto blueboard (greyboard) to achieve the required stiffness and durability. Once curing and flattening are completed, the laminated sheets are transferred to the die cutting stage. Here, the puzzle die cutting machine applies controlled vertical pressure to drive a steel rule die through the printed surface and board substrate in a single, synchronized motion.
Unlike hobby cutters or small flatbed machines, industrial puzzle die cutting machines are designed to handle:
- High-tonnage, evenly distributed pressure
- Large-format puzzle sheets (e.g. 500, 1000, 2000+ pieces)
- Random-cut puzzle patterns with tight dimensional tolerance
- Continuous, repeatable operation across multi-shift production
From an equipment engineering perspective, the machine’s primary function is to ensure complete penetration without board crushing, clean piece separation without tearing, and long die service life. These requirements place strict demands on platen flatness, pressure stability, and die compatibility, which directly affect product quality, scrap rate, and production efficiency.
For export-oriented puzzle factories and OEM manufacturers, the puzzle die cutting machine defines the final physical quality of the product. Poor cutting accuracy cannot be corrected downstream, making this machine one of the most decisive investments in a professional puzzle manufacturing setup.
Core Components of a Puzzle Die Cutting System
An industrial puzzle die cutting machine is not defined by the press alone. From an engineering and production standpoint, it is a complete cutting system, where multiple mechanical and consumable components must work together under high pressure and tight tolerance. Any imbalance between these elements will immediately show up as cutting defects, accelerated die wear, or unstable output quality.
At a system level, a professional puzzle die cutting setup consists of five core components:
First, the die board (knife board) forms the structural base of the cutting die. It holds the cutting knives in precise positions and must remain dimensionally stable under repeated high-tonnage cycles. Die board accuracy directly determines whether random puzzle patterns align correctly and whether edge geometry remains consistent across batches.
Second, steel rule knives perform the actual cutting. These hardened steel blades are embedded into the die board and shaped according to the puzzle pattern. Their height, thickness, bending radius, and sharpness must match the puzzle board material and thickness to ensure clean penetration without fiber tearing.
Third, ejection rubber (blueboard support rubber) is installed around the steel rules. Its role is often underestimated, yet it is critical for pushing cut puzzle pieces away from the knives after each press cycle. Incorrect rubber hardness or placement leads to sticking pieces, deformation, or operator downtime.
Fourth, the pressure system—typically hydraulic or servo-driven—generates and controls the cutting force. In puzzle manufacturing, pressure must be both sufficient and evenly distributed. Excessive pressure damages dies and boards, while insufficient pressure causes incomplete cuts. Stable pressure repeatability is essential for long production runs.
Finally, upper and lower platen alignment ensures that cutting force is applied uniformly across the entire die area. Even minimal platen deviation can result in uneven cuts, localized die stress, and premature knife failure.
For puzzle factories, understanding these components as a single engineered system—rather than isolated parts—is the foundation for selecting the right machine configuration, optimizing die lifespan, and maintaining consistent product quality at scale.
Die Board (Knife Board): The Structural Foundation of Puzzle Cutting
In industrial puzzle manufacturing, the die board, also referred to as the knife board, is the structural core of the entire cutting die. While steel rule knives perform the cutting action, it is the die board that determines positional accuracy, dimensional stability, and long-term cutting consistency. For puzzle factories running repeated random-cut patterns, die board quality directly impacts yield and die service life.
What Is a Die Board in Puzzle Die Cutting?
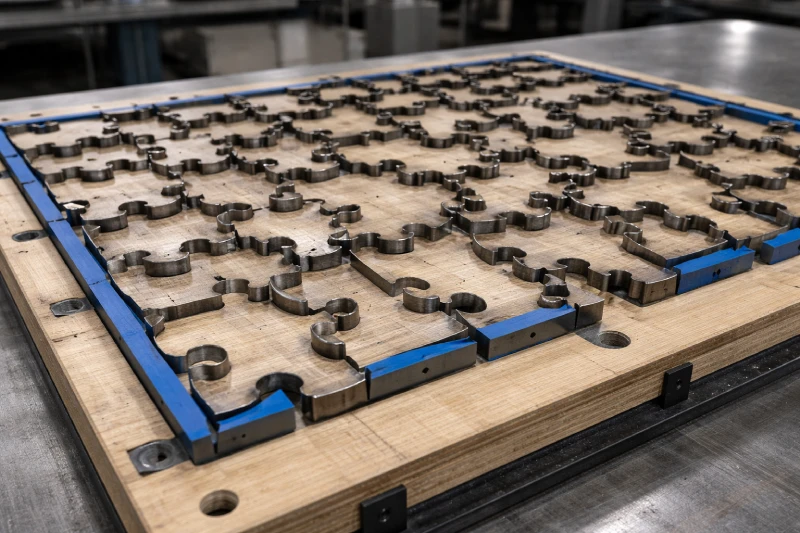
A die board is a precision-machined flat panel—most commonly CNC-routed plywood or composite board—into which steel rule knives and ejection rubber are embedded. In puzzle cutting applications, the die board must hold thousands of curved knife segments in exact positions while withstanding repeated high-pressure press cycles.
Typical die board thickness for puzzle dies ranges from 15 mm to 18 mm, selected based on knife height and press configuration. Flatness tolerance is critical: even minor warping can cause uneven cutting pressure, leading to incomplete cuts in some areas and over-compression in others.
From an engineering standpoint, the die board functions as a load-transmitting structure, transferring press force uniformly to the steel rules without flexing or deformation.
Die Board Materials Used in Puzzle Dies
The most common materials used for puzzle die boards include:
- Birch plywood
Widely used due to its balanced strength, machinability, and cost-effectiveness. Suitable for medium to high production volumes. - Phenolic or resin-bonded boards
Used in high-output factories where die longevity and moisture resistance are critical. These materials offer superior dimensional stability under continuous operation.
Material selection is influenced by production volume, ambient humidity, and die replacement cycles. In export-oriented factories, stable die boards help maintain consistent cutting quality across different climate conditions.
CNC Die Board Cutting Accuracy and Pattern Integrity
Puzzle die boards are typically processed using CNC routing or laser cutting, with CNC routing preferred for thicker boards and tighter slot tolerance. Slot width must precisely match the steel rule thickness to ensure firm knife retention without board cracking.
For random-cut puzzle patterns, die board accuracy is especially important. Any positional deviation in knife slots will alter interlocking geometry, causing:
- Loose or overly tight piece fit
- Misaligned edge pieces
- Increased rejection rates during quality inspection
From a procurement perspective, investing in high-quality die boards reduces re-knife frequency, extends die lifespan, and stabilizes long-term production costs—making it a foundational consideration when configuring a professional puzzle die cutting system.
Steel Rule Knives: How Puzzle Pieces Are Actually Cut
In a puzzle die cutting machine, steel rule knives are the functional cutting elements that physically separate a laminated puzzle sheet into individual pieces. While often grouped together as part of the die, steel rules are highly engineered consumables whose specifications directly determine cut quality, edge precision, and die lifespan. For puzzle manufacturers, improper knife selection is one of the most common root causes of cutting defects.
What Are Steel Rule Knives in Puzzle Manufacturing?
Steel rule knives are hardened steel blades bent into precise shapes and embedded vertically into the die board. During the press cycle, these blades penetrate the printed paper layer and blueboard substrate in a single downward motion, creating clean, fully separated puzzle pieces.
In industrial puzzle applications, steel rules are typically supplied in standardized heights such as 23.8 mm or 25.4 mm, selected according to:
- Total laminated board thickness
- Die board thickness
- Press stroke and platen configuration
Blade height consistency is critical. Even small deviations can result in partial cuts or excessive pressure concentration on certain areas of the die.
Puzzle-Specific Steel Rule Profiles and Geometry
Unlike straight-line carton cutting, puzzle dies rely heavily on curved and irregular steel rule profiles to form random interlocking patterns. These include:
- Complex curved rules for internal piece shapes
- Reinforced edge rules for border pieces
- Special corner geometries to maintain puzzle symmetry
The bending radius of steel rules must be tightly controlled. Over-tight bending weakens the blade structure, while under-bending compromises pattern accuracy. Professional die makers use controlled forming processes to ensure each rule segment matches the puzzle design exactly.
For high-piece-count puzzles, the cumulative accuracy of thousands of steel rule bends becomes a decisive quality factor.
Blade Sharpness, Heat Treatment, and Wear Behavior
Steel rule knives used in puzzle cutting are typically heat-treated to balance hardness and toughness. Excessive hardness leads to brittle failure, while insufficient hardness causes rapid edge dulling.
During production, steel rules must cut through:
- Printed paper layers
- Adhesive films
- Blueboard (greyboard) fibers
As blade edges wear, manufacturers may observe:
- Fuzzy or torn puzzle edges
- Increased cutting pressure requirements
- Higher dust generation
From a factory operations perspective, steel rule wear defines maintenance cycles. Selecting appropriate blade material and profile reduces re-sharpening or replacement frequency, directly lowering downtime and consumable cost.
For equipment buyers, compatibility between the puzzle die cutting machine, die board, and steel rule specifications is essential. A properly matched system ensures clean cuts, stable long-term operation, and predictable production economics—key requirements for professional puzzle manufacturing lines.
Ejection Rubber (Blueboard Support System): Why Puzzle Pieces Don’t Stick
In industrial puzzle die cutting, ejection rubber—often referred to by operators as blueboard rubber—is a critical yet frequently underestimated component of the cutting system. While steel rule knives create the cut, ejection rubber ensures that puzzle pieces separate cleanly from the die after each press cycle, maintaining production speed and cut consistency.
The Function of Ejection Rubber in Puzzle Die Cutting
Ejection rubber is installed into the die board around the steel rule knives. During the press stroke, the rubber compresses together with the laminated puzzle sheet. When the press retracts, the rubber rebounds, actively pushing the cut puzzle pieces away from the knife edges.
Without properly specified ejection rubber, puzzle manufacturers commonly face:
- Pieces sticking inside the die
- Manual removal and production interruptions
- Deformed or bent puzzle pieces
- Increased risk of surface damage on printed layers
In high-piece-count puzzle dies, where knife density is high and cut paths are complex, effective ejection becomes even more critical.
Rubber Hardness Selection and Placement Strategy
Ejection rubber is available in different hardness grades, typically measured in Shore hardness. In puzzle applications, hardness must be carefully selected to balance two opposing requirements:
- Sufficient rebound force to eject pieces reliably
- Controlled compression to avoid distorting delicate puzzle edges
Rubber placement is equally important. In random-cut puzzle patterns, rubber is strategically positioned:
- Along long curved knife sections
- Around dense interlocking zones
- Near internal piece junctions where sticking risk is highest
Incorrect rubber placement can create uneven ejection forces, leading to localized sticking or uneven piece release across the die surface.
Relationship Between Ejection Rubber and Cutting Quality
From an engineering standpoint, ejection rubber directly influences cycle stability. If pieces do not release cleanly, operators may compensate by increasing pressure or slowing the press—both of which accelerate steel rule wear and reduce throughput.
For puzzle factories aiming for continuous, high-efficiency operation, correctly specified ejection rubber reduces manual intervention, stabilizes cycle time, and protects both the die and the finished puzzle pieces. As part of a complete puzzle die cutting system, it plays a decisive role in maintaining consistent output quality and long-term equipment performance.
Pressure System Explained: Hydraulic vs Servo Puzzle Presses
The pressure system is the driving force of a puzzle die cutting machine and one of the most critical factors determining cutting accuracy, die lifespan, and production stability. In industrial puzzle manufacturing, pressure must be precisely controlled, evenly distributed, and repeatable across thousands of cutting cycles. Excessive force damages dies and boards, while insufficient force results in incomplete cuts and unstable output.

Why Cutting Pressure Matters in Puzzle Manufacturing
Puzzle cutting differs from many other die cutting applications because it involves:
- Laminated paper surfaces
- Adhesive layers
- Blueboard (greyboard) substrates with variable fiber density
To achieve a clean cut, the applied pressure must be sufficient to fully penetrate all layers without crushing the board or over-stressing the steel rules. Equally important is pressure uniformity across the platen. Even slight pressure imbalance can cause:
- Clean cuts in the center but incomplete cuts at the edges
- Premature knife wear in high-pressure zones
- Inconsistent piece fit across a single sheet
For this reason, professional puzzle die cutting machines are engineered with rigid frames and high-precision platens to maintain stable pressure distribution.
Hydraulic Puzzle Die Cutting Machines
Hydraulic presses are the most widely used pressure systems in industrial puzzle factories. They generate cutting force through hydraulic cylinders, typically offering high tonnage capacity and stable pressure output.
Key characteristics include:
- Wide pressure adjustment range for different puzzle thicknesses
- Strong suitability for medium to large format puzzle sheets
- Reliable performance in continuous multi-shift operation
Hydraulic systems are valued for their robustness and cost efficiency, making them a common choice for factories producing standard 500–2000 piece puzzles at scale. However, pressure adjustments are usually mechanical or analog, requiring experienced operators for precise setup.
Servo-Driven Puzzle Press Systems
Servo presses use electrically driven servo motors combined with high-precision control systems to regulate cutting force and stroke position digitally. In puzzle manufacturing, servo systems offer:
- Highly repeatable pressure control
- Fast setup and recipe-based parameter storage
- Improved energy efficiency compared to hydraulic systems
Servo presses are particularly suitable for factories running multiple puzzle formats or frequently changing board thicknesses. Digital control allows consistent cutting results across shifts and reduces operator dependency.
Pressure Calibration for Different Puzzle Materials
Regardless of pressure system type, correct calibration is essential. Factors influencing pressure setup include:
- Total laminated sheet thickness
- Board density and moisture content
- Steel rule height and sharpness
In professional puzzle factories, pressure calibration is treated as a controlled process rather than trial-and-error. Matching the pressure system precisely to the die configuration protects consumables, stabilizes output quality, and maximizes return on equipment investment.
From a procurement perspective, selecting the right pressure system is less about maximum tonnage and more about control accuracy, repeatability, and long-term production economics—all of which directly affect puzzle manufacturing efficiency.
How All Components Work Together in a Puzzle Cutting Cycle
In industrial puzzle manufacturing, cutting quality is not achieved by any single component in isolation. A puzzle die cutting machine operates as an integrated system, where die board, steel rule knives, ejection rubber, platen alignment, and pressure control must function in precise coordination throughout each cutting cycle.
The process begins with accurate positioning of the laminated puzzle sheet—already printed, laminated, cured, and flattened—onto the lower platen. Proper sheet alignment ensures that cutting force is applied symmetrically across the die area, minimizing localized stress on the knives and board.
Once the sheet is in place, the die is aligned between the upper and lower platens. As the press cycle initiates, the pressure system drives the upper platen downward in a controlled, vertical motion. Cutting force is transmitted through the die board directly to the steel rule knives, which penetrate the printed surface and blueboard substrate simultaneously.
At full stroke, the steel rules complete the cut, while the ejection rubber compresses around the knife edges. As the press retracts, the rubber rebounds, actively releasing the cut puzzle pieces from the knives and preventing sticking within the die.
The finished puzzle sheet—now fully cut but still held together by the board structure—can then be removed for downstream separation, sorting, or packaging. Throughout this cycle, platen flatness and pressure uniformity ensure that all areas of the die experience the same cutting conditions.
For puzzle factories, understanding this interaction is essential. Adjusting pressure without considering die condition, or modifying rubber hardness without evaluating knife geometry, often leads to unstable results. A well-configured puzzle die cutting system delivers clean cuts, predictable cycle times, and consistent quality, forming the mechanical foundation of scalable puzzle production.
Common Quality Problems Caused by Incorrect Die or Pressure Setup
In industrial puzzle manufacturing, most cutting defects are not caused by printing or lamination, but by improper coordination between the die system and the pressure setup. From an equipment supplier’s perspective, understanding these failure modes is essential—not only for troubleshooting, but also for configuring the right machine and die solution at the procurement stage.

Incomplete Cuts and Uncut Fibers
One of the most frequent issues is incomplete cutting, where puzzle pieces remain partially connected by board fibers. This typically results from:
- Insufficient cutting pressure
- Uneven pressure distribution across the platen
- Steel rule height inconsistent with board thickness
Operators may attempt to compensate by increasing pressure, but this often creates secondary problems such as accelerated knife wear or die board damage. Proper pressure calibration and platen alignment are the correct engineering solutions.
Fuzzy Edges and Tearing on Puzzle Pieces
Fuzzy or torn edges indicate that the steel rules are no longer cutting cleanly. Common causes include:
- Dull or improperly heat-treated steel rule knives
- Excessive compression caused by over-pressure
- Mismatch between blade profile and blueboard density
In export-quality puzzles, edge cleanliness directly affects perceived product value. Persistent tearing is a strong indicator that die specifications and press parameters are not correctly matched.
Excessive Dust and Board Deformation
Abnormal dust generation during cutting is often overlooked but is a key warning sign. It usually points to:
- Over-cutting due to excessive pressure
- Board crushing rather than clean shearing
- Incorrect ejection rubber hardness
Over time, excessive dust contaminates the press area, increases maintenance requirements, and degrades finished puzzle appearance.
Die Cracking and Shortened Die Lifespan
Die boards cracking or steel rules loosening prematurely are clear indicators of system imbalance. Typical root causes include:
- Uneven platen contact
- Localized pressure concentration
- Poor die board material selection
From a cost perspective, shortened die life significantly increases consumable expenses and production downtime—often exceeding the initial savings of choosing a lower-spec machine.
Piece Sticking and Manual Intervention
If puzzle pieces stick inside the die after cutting, production efficiency drops sharply. This issue is usually linked to:
- Incorrect ejection rubber placement
- Rubber hardness not matched to puzzle thickness
- Overly dense knife layouts without sufficient ejection support
In professional factories, frequent manual removal is unacceptable and signals the need for system-level optimization.
How to Choose the Right Puzzle Die Cutting Machine for Your Factory
Selecting a puzzle die cutting machine is a capital equipment decision that directly affects product quality, operating cost, and long-term production scalability. From a puzzle equipment supplier’s perspective, the “right” machine is not defined by maximum tonnage or lowest price, but by how precisely the system matches a factory’s actual production requirements.
Evaluate Your Daily Output and Puzzle Format Range
The first step is to define realistic production targets. Key questions include:
- How many puzzle sheets must be cut per shift or per day?
- What piece counts are required (e.g. 300, 500, 1000, 2000+ pieces)?
- Are large-format or custom-shaped puzzles part of the product mix?
Higher output and larger puzzle formats require presses with stronger frames, larger platen sizes, and stable pressure distribution. Undersized machines quickly become bottlenecks in growing factories.
Match Press Type to Production Stability Needs
Hydraulic puzzle die cutting machines are well suited for stable, single-format production, offering robust performance and cost efficiency. Servo-driven presses, on the other hand, provide digital control and fast changeover, making them ideal for factories producing multiple puzzle types or frequently changing board thicknesses.
Choosing between hydraulic and servo systems should be based on process control requirements, not just initial investment cost.
Consider Board Thickness and Material Variability
Puzzle factories often process different board densities and laminated thicknesses. The selected machine must provide:
- Sufficient pressure range without operating near maximum capacity
- Fine pressure adjustment for consistent cutting across batches
Machines that operate continuously at their pressure limit experience faster wear and higher maintenance costs.
Assess Labor Skill and Operational Simplicity
In environments with frequent operator rotation, machines with intuitive controls, clear pressure indicators, and repeatable setup parameters reduce dependency on individual skill levels. This directly improves consistency across shifts and locations.
Think in Terms of Lifecycle Cost, Not Purchase Price
A professional puzzle die cutting machine should be evaluated over its full service life, considering:
- Die lifespan
- Maintenance frequency
- Energy consumption
- Downtime risk
For export-oriented puzzle manufacturers, a correctly specified machine delivers lower unit cost, stable quality, and predictable production planning—making it a strategic investment rather than a simple equipment purchase.
Why Professional Puzzle Die Cutting Machines Outperform DIY or Low-Cost Solutions
In the early stages of puzzle production, some manufacturers consider modified flatbed presses, manual cutters, or low-cost generic die cutting machines as a way to reduce initial investment. From an equipment engineering and supplier standpoint, these solutions are fundamentally unsuitable for professional puzzle manufacturing and often become a limiting factor as soon as production volume increases.
Structural Rigidity and Pressure Stability
Professional puzzle die cutting machines are built with heavy-duty frames and precision-machined platens designed to withstand continuous high-pressure operation. Low-cost or improvised machines typically lack sufficient rigidity, leading to:
- Uneven pressure distribution
- Progressive platen deformation
- Inconsistent cutting results across the sheet
In puzzle cutting, where thousands of knife segments must cut simultaneously, even small structural weaknesses translate into quality loss and higher scrap rates.
Precision Control vs Trial-and-Error Operation
Industrial puzzle presses—especially servo-driven systems—offer controlled, repeatable pressure application. Cutting parameters can be calibrated, documented, and reproduced across shifts.
By contrast, DIY or entry-level machines rely heavily on operator experience and manual adjustment, making results inconsistent and highly sensitive to personnel changes. This lack of process control is incompatible with export-grade puzzle production.
Die Protection and Consumable Longevity
Professional machines are engineered to protect cutting dies, maintaining correct alignment and controlled stroke depth. This significantly extends:
- Steel rule knife lifespan
- Die board service life
- Ejection rubber effectiveness
Low-spec machines often cause over-cutting or localized stress, resulting in frequent die failure. Over time, the cost of replacing dies and knives far exceeds the initial savings on equipment.
Scalability and Compliance for International Markets
For manufacturers supplying international brands or retailers, consistency and traceability are non-negotiable. Professional puzzle die cutting machines support:
- Stable batch-to-batch quality
- Predictable output planning
- Compliance with customer quality audits
Low-cost solutions may function at small scale but lack the stability required for long-term, contract-based production.
In practical terms, a professional puzzle die cutting machine is not just a cutting tool—it is infrastructure for scalable manufacturing. For factories aiming to grow beyond small batches or local markets, investing in proper equipment is a prerequisite, not an upgrade.
Conclusion: Building a Stable, Scalable Puzzle Cutting Process
In professional puzzle manufacturing, the die cutting stage is where printing, materials, and engineering discipline converge. A puzzle die cutting machine is not simply a press—it is a coordinated system built around the die board structure, steel rule knife accuracy, ejection rubber behavior, platen alignment, and pressure control.
When these elements are correctly specified and matched to production requirements, the result is:
- Clean, fully separated puzzle pieces
- Consistent edge quality and fit tolerance
- Predictable die lifespan and maintenance cycles
- Stable output suitable for export and OEM supply
Conversely, attempting to optimize one component in isolation—higher pressure, cheaper dies, or underspecified machines—inevitably leads to quality instability and rising operational cost.
For puzzle factories planning long-term growth, the key is to view die cutting equipment as core production infrastructure, not an auxiliary tool. Working with an experienced puzzle machine supplier to configure the right press type, die system, and pressure parameters is the most effective way to build a cutting process that is stable, scalable, and commercially competitive.